Ils ont grandi avec la transition numérique, commencé leur carrière dans un monde en mutation, et représentent aujourd’hui une part croissante des effectifs techniques dans l’industrie : les millennials (nés entre 1981 et 1995) et la génération Z (nés à partir de 1996) apportent avec eux de nouvelles attentes en matière de carrière, de management et de valeurs d’entreprise. Leur vision du travail ne s’oppose pas au monde industriel : elle l’interroge, le stimule et l’invite à se transformer. Comment répondre à ces aspirations sans renier les fondamentaux techniques et organisationnels de l’ingénierie ? Quels leviers concrets activer pour concilier exigence industrielle et quête de sens ? Comprendre les attentes de la génération Y (millennials) Contrairement aux idées reçues et désormais bien installés dans la vie professionnelle, les millennials ne sont pas réfractaires à l’effort ou à l’engagement dans la durée. Ils attendent en revanche que leur contribution ait du sens, que leur travail s’inscrive dans une dynamique d’apprentissage continu, et que leur environnement professionnel évolue avec eux. Parmi leurs attentes principales : Ces attentes se traduisent par un besoin fort de proximité managériale et d’un processus d’intégration qui prenne en compte les dimensions humaines dès l’arrivée dans l’entreprise. Ce que disent les études : Génération Z : une quête d’impact, de sens et d’équilibre Désormais présents en nombre croissant dans les équipes, les jeunes nés après 1996 bousculent encore davantage les repères. Chez Ametra, 24 % des salariés ont moins de 25 ans, et 27 % ont entre 26 et 30 ans, ce qui fait de cette génération un levier de transformation essentiel. Leur attente principale ? Que leur métier ait un impact positif, non seulement dans l’entreprise, mais aussi dans la société. Parmi les sujets qui les mobilisent particulièrement : Cette sensibilité se traduit aussi dans leurs choix : les Z sont moins enclins à faire des compromis sur leurs valeurs. Ils hésitent moins à quitter un poste s’il n’est pas aligné avec leurs convictions ou leur équilibre personnel. Quelles réponses RH concrètes dans l’industrie ? Chez Ametra, plusieurs axes ont été mis en œuvre pour répondre à ces attentes générationnelles, tout en renforçant l’engagement des collaborateurs sur le long terme. Proposer des parcours évolutifs et décloisonnés Dans un secteur en constante évolution, la possibilité de changer de secteur (automobile, ferroviaire, aéronautique, défense…) ou de trajectoire (projet, technique ou encore management) est essentielle. Ametra encourage la mobilité fonctionnelle, géographique et sectorielle tout au long des parcours. Favoriser une culture managériale de proximité Les jeunes générations attendent une vraie écoute, des repères clairs, et des interactions régulières avec leurs managers. Chez Ametra, l’encadrement est assuré par des managers techniques, souvent issus du terrain, ce qui renforce la confiance et l’alignement métier. Des enquêtes de satisfaction régulières permettent de prendre le pouls des équipes. Et si un projet ne correspond pas aux attentes d’un collaborateur, des solutions de repositionnement sont systématiquement étudiées. Renforcer l’engagement RSE L’engagement sociétal et environnemental est un critère de choix fort chez les Z comme les Y. Ametra traduit cet engagement par plusieurs initiatives concrètes : Agir concrètement pour un environnement de travail inclusif et responsable Au-delà des engagements RSE visibles à l’extérieur, Ametra agit aussi en interne pour faire de l’entreprise un environnement sain, équitable et respectueux. Cela se traduit par plusieurs initiatives : Ces démarches ne sont pas accessoires : elles sont au cœur de l’expérience collaborateur et participent à créer un climat de confiance et d’engagement durable. Valoriser la convivialité et la vie collective Les événements d’agence, comme des pots conviviaux ou des activités (karting, accrobranche…), sont plébiscités. Ces moments nourrissent un sentiment d’appartenance, au-delà du poste ou du projet technique. Deux générations différentes, une même attente de sens Répondre à ces attentes ne revient pas à changer de culture d’entreprise, mais à en faire évoluer les modalités. Les ingénieurs de ces générations ne cherchent pas à tout transformer : ils veulent que leur engagement professionnel ait un impact, qu’il s’inscrive dans un collectif stimulant et qu’il leur permette d’évoluer. Pour les entreprises industrielles, cette génération est une chance. Elle pousse à repenser les parcours, à mieux valoriser les compétences, et à créer un environnement de travail où l’exigence technique coexiste avec l’attention portée aux individus. Retrouvez toutes les initiatives et engagements du groupe Ametra sur notre site officiel. Nous sommes aussi sur LinkedIn !

La production de l’hydrogène, énergie décarbonée ?
Qu’est-ce qu’une source d’énergie ? Malgré l’apparente innocence de cette question, il est en fait difficile de lui apporter une réponse succincte. Lavoisier disait, « Rien ne se perd, rien ne se crée, tout se transforme » : c’est également le cas pour l’énergie. Le pétrole est considéré comme une source d’énergie primaire parce qu’on peut l’extraire de « réservoirs » dans le sol à l’aide d’un forage pétrolier. On ne « produit » pas du pétrole, on l’extrait. Le soleil et le vent sont également considérés comme des sources d’énergies primaires car ils proviennent de phénomènes naturels et ne dépendent pas d’une activité humaine. On ne produit pas de l’énergie solaire et on ne produit pas du vent. On extrait l’énergie solaire à l’aide de panneaux photovoltaïques ou thermiques et on exploite le vent à l’aide d’éoliennes. Par contre, il n’y a pas de grand réservoir d’électricité sur lequel on pourrait se brancher et extraire l’électricité. On produit de l’électricité, ou plutôt comme Lavoisier nous l’a expliqué, on transforme une énergie primaire en courant électrique, c’est une source d’énergie secondaire. On entend beaucoup parler de l’hydrogène en tant que solution à nos problèmes énergétiques, mais il faut savoir que l’hydrogène n’est pas une source d’énergie primaire mais bien une source d’énergie secondaire, c’est-à-dire qu’il faut le produire comme l’électricité. Il y a de nombreuses manières de produire de l’hydrogène. A cause du réchauffement climatique, le Graal de la production énergétique est la production décarbonée. Mais qu’est-ce qu’une production décarbonée ? Encore une question anodine qui ne l’est pas. La production d’énergie décarbonnée signifie littéralement que l’on n’émet pas de carbone lors de la production de ladite énergie ou plutôt que l’on n’émet pas de carbone lors de la transformation d’une énergie en une énergie secondaire. Plus précisément, cela signifie que l’on n’émet pas de dioxyde de carbone CO2 ou de méthane CH4 ou de monoxyde de carbone CO ou tout autre gaz comprenant des atomes de carbone. Mais alors, si un processus de production d’énergie n’émet que de l’hexafluorure de Soufre (SF6) comme sous-produit, sans atome de carbone, est-ce considéré comme une production décarbonée? Techniquement oui, mais comme le SF6 a un potentiel d’effet de serre 22 800 fois supérieure[1] à celui du CO2, cette solution-là ne serait pas beaucoup appréciée… De même, il est possible de produire du méthanol de manière décarbonée, mais comme son utilisation émet du CO2, peut-on le classer comme production décarbonée ? La réalité et que la « production décarbonée d’une énergie » est un raccourci pour dire que la production et l’utilisation de l’énergie produite n’émettront pas de gaz à effet de serre dans l’atmosphère, en tous cas pas plus que si on n’avait rien fait. Cette différence est importante pour bien comprendre certaines classifications suivantes. Par exemple, si on brûle du bois, on émet du CO2 mais ce CO2 aurait de toute façon été émis lors de la décomposition naturelle du bois. C’est donc une source d’énergie décarbonée car on n’émet pas plus de CO2 en le brûlant que « si on n’avait rien fait ». L’hydrogène, 50 nuances de gris Le dihydrogène étant complètement transparent, il n’a techniquement pas de couleur associée. En fait, un feu de dihydrogène pur est pratiquement invisible à l’œil nu. Cependant, comme il y a de nombreuses méthodes de production d’hydrogène, il est possible d’attacher un label, ou une couleur représentant à quel point cette méthode est émettrice de carbone ou non. C’est pour cela que l’on parle d’hydrogène vert ou bleu. Les différentes couleurs (ou labels) considérées sont les suivantes : marron, gris, bleue, turquoise, rose, jaune et vert. Excusez du peu. L’hydrogène marron, gris et bleu et les énergies fossiles Actuellement 96% de la production totale de dihydrogène est réalisée à partir d’énergies fossiles grâce au vaporéformage qui consiste à prendre une molécule de méthane et de l’eau et à les transformer en utilisant de l’énergie en hydrogène et monoxyde de carbone[2]. Ce dernier étant un gaz à effet de serre, le vaporéformage est donc une production d’hydrogène marron si l’énergie fournie est produite à partir de charbon [3] et grise si elle est produite à partir de gaz naturel directement [4]. Le rendement (PCI) de ce type de production se situe entre 72 et 85% selon les sources[4], [5]. Dans ces deux cas de figure, si l’émission de CO2 associée est captée par une technologie de séquestration[6] alors l’hydrogène ainsi produit aura un label bleu pour signifier que l’émission de gaz à effet de serre est mitigée grâce à la séquestration du CO2. Le stockage pourrait à titre d’exemple être réalisé dans un substrat géologique rocheux similaire aux puits d’hydrocarbures actuels. L’injection de CO2 dans des puits d’hydrocarbures est en pratique déjà mise en place pour extraire une partie du pétrole dans des gisements difficiles. Ce CO2 est cependant issu de sources naturelles et non pas celui émis dans l’atmosphère d’origine anthropique. En pratique, les technologies de séquestration industrielle à grande échelle sont encore aux stades expérimentaux. Il est évident que les efforts de capture et séquestration à mettre en place auront un impact négatif sur le rendement de production global de l’hydrogène bleu, même s’il est difficile à déterminer. L’hydrogène turquoise et la pyrolyse du méthane Le problème du gaz naturel principalement composé de méthane est que sa combustion avec l’oxygène de l’air produit du dioxyde de carbone d’après la réaction : CH4+2O22H2O+CO2+énergie Il est possible cependant de craquer la molécule de méthane sans oxygène, c’est la pyrolyse du méthane. Réalisée à plus de 600°C, sous atmosphère inerte, la pyrolyse du méthane ne produit que de l’hydrogène et du carbone sous forme solide, donc pas de gaz à effet de serre. CH4+énergie→C+2H2 L’hydrogène ainsi produit est considéré comme turquoise[7]. La réaction nécessite néanmoins un apport en énergie non négligeable pour s’initier, ce qui conduit à un rendement de production d’hydrogène entre 35 et 50% [4]. Un système industriel mettant en place cette réaction pourrait s’apparenter conceptuellement à un haut fourneau où le méthane est injecté dans un four à haute température permettant de dissocier l’hydrogène et le

Quel avenir pour l’hydrogène dans le ferroviaire ?
Force est de constater que depuis 2 ans l’hydrogène fait l’actualité et qu’il n’y a pas un jour sans que l’on parle de cette molécule censée révolutionner notre approvisionnement énergétique sur tous les secteurs industriels. Généralement, ces articles mentionnent que « l’hydrogène est le plus petit atome et également le plus abondant, puisqu’il représente 92% des atomes de l’univers » et celui-ci n’y fait pas défaut ! Cette information, pas vraiment primordiale pour la compréhension des technologies liées à l’hydrogène est présentée dans un but commercial pour promouvoir l’hydrogène. On pourrait également dire que l’hydrogène représente environ 67% des atomes du diesel, ce qui est vrai mais n’apporte aucune information sur les propriétés de l’hydrogène. De plus ça serait beaucoup moins vendeur… Pour vraiment distinguer les avantages et les inconvénients d’une technologie, il faut savoir passer outre les idéologies et les biais cognitifs et se concentrer sur l’essentiel. Le domaine ferroviaire en est le parfait exemple. Le diesel représente aujourd’hui 26% de l’énergie totale consommée par les TER pour 61% de leur émission de CO2. Il y a donc un potentiel de réduction de l’émission de CO2 très important à remplacer ces rames diesel. Electrifier oui, mais comment ? En France, environ 16 000 km du réseau ferroviaire sont électrifiés (sur 30 000 km) à l’aide de caténaires au-dessus des rames mais ces 16 000 km représente 90% des voyageurs, la grande majorité du trafic. Autrement dit, la partie non électrifiée est constituée d’un réseau secondaire peu utilisé. Le coût d’électrification de ces réseaux est situé entre 350 000€ et 1,5 M€/km en France. C’est un investissement considérable, surtout s’il doit être pris par les régions concernées. Une solution pour décarboner ce transport si l’on ne souhaite pas réaliser ces investissements c’est de remplacer les locomotives diesel par des locomotives électriques (batteries ou hydrogène). S’il est difficile à l’heure actuelle d’évaluer précisément les avantages et les inconvénients d’une technologie par rapport à l’autre, au regard de l’économie verte souhaitée par l’Union Européenne et des investissements sur la technologie hydrogène, cette dernière semble particulièrement séduisante. De nature très conservatrice, l’industrie ferroviaire est résistante aux changements et est généralement lente à adopter de nouvelles technologies. C’est à la technologie de prouver qu’elle peut s’installer sur la durée sur des bases financières et écologiques saines. Depuis les années 2000, la technologie de propulsion hydrogène a fait des émules. Le premier train hybride électrique/hydrogène a vu le jour au Japon en 2006 alors que le premier train transporteur de passagers est arrivé au Royaume-Unis en 2012. En 2015 la Chine inaugure la première station de tram à Qingdao. Maintenant c’est au tour de l’Allemagne et plus particulièrement de la région Schleswig-Holstein, à la frontière du Danemark, de développer 1 100 km de réseau pour des trains fonctionnant avec des piles à combustibles. L’électricité utilisée pour générer l’hydrogène viendrait principalement (excusez du peu) des 63 GW de puissance éolienne installée Outre-Rhin, qui serait donc considérée comme « verte » au vu des 12g CO2eq/kWh qu’émet cette source énergétique. En France la propulsion hydrogène va permettre de remplacer les locomotives diesel. A ce titre, 14 rames Régiolis H2 ont été commandées à Alstom par 4 régions (Occitanie, Grand Est, Auvergne Rhône-Alpes, Bourgogne-Franche-Comté) en 2025 pour un coût total de 231 M€. Ces rames pourront transporter 220 passagers à 160 km/h sur 600 km. Le coût unitaire de ces rames est par contre plus important qu’une rame classique : 17 M€ pour une rame H2 contre 5 à 6 M€ pour une rame électrique. L’investissement sera supporté majoritairement par les régions (168 M€) et l’état dans une moindre mesure (47 M€). La SNCF et Alstom compléteront chacun à hauteur de 8 M€. Une filière à développer En plus des locomotives propulsées à l’hydrogène, il faut développer tout un réseau d’acheminement de l’hydrogène pour alimenter les différentes stations de recharge de ces locomotives. Cela impose de repenser les technicentres SNCF pour accueillir ces nouvelles technologies (piles à combustibles, réservoirs, équipements compatibles, équipements de lutte contre les incendies etc.). De plus pour l’instant la majorité de l’hydrogène produit en France l’est à partir de vaporeformage du méthane qui est très émetteur de CO2. Il est donc intéressant de remplacer les locomotives diesel par des locomotives hydrogène uniquement si ce dernier est produit à partir de sources renouvelables et peu émettrices en CO2. C’est d’ailleurs un des leitmotivs de notre blog : l’hydrogène n’est aussi vert que la source qui le produit ! Un autre point important à développer est celui de la sécurité. Actuellement, les normes sécuritaires quant à l’utilisation de l’hydrogène dans un environnement complexe comme celui du ferroviaire sont encore en cours de développement et il y a pourtant beaucoup à faire, que ce soit au niveau des atmosphères explosives, prévention incendie ou encore de la lutte incendie. Ce manque de clarification sur les normes est un frein au développement des activités de R&D nécessaires pour une telle technologie. Cependant, on peut avoir bon espoir car des acteurs comme la fédération Syntec et ses membres (dont Ametra fait partie) se réunissent régulièrement pour discuter des directions à emprunter pour la structuration de la filière hydrogène de façon générale. Finalement, un des principaux verrous à surmonter est celui du développement des compétences hydrogène au niveau des gestionnaires des voies ferrées, des mécaniciens et plus généralement de tout le personnel qui aura à travailler en contact avec ces équipements. C’est un des problèmes majeurs actuellement, même au-delà de la filière ferroviaire, il y a un manque de compétences dans ces nouvelles technologies. Si on souhaite y arriver, il sera nécessaire de former plusieurs corps de métier, dont les futurs ingénieurs à ces technologies et leurs particularités.
Ametra et l’entreprise étendue : comment assurer la continuité numérique
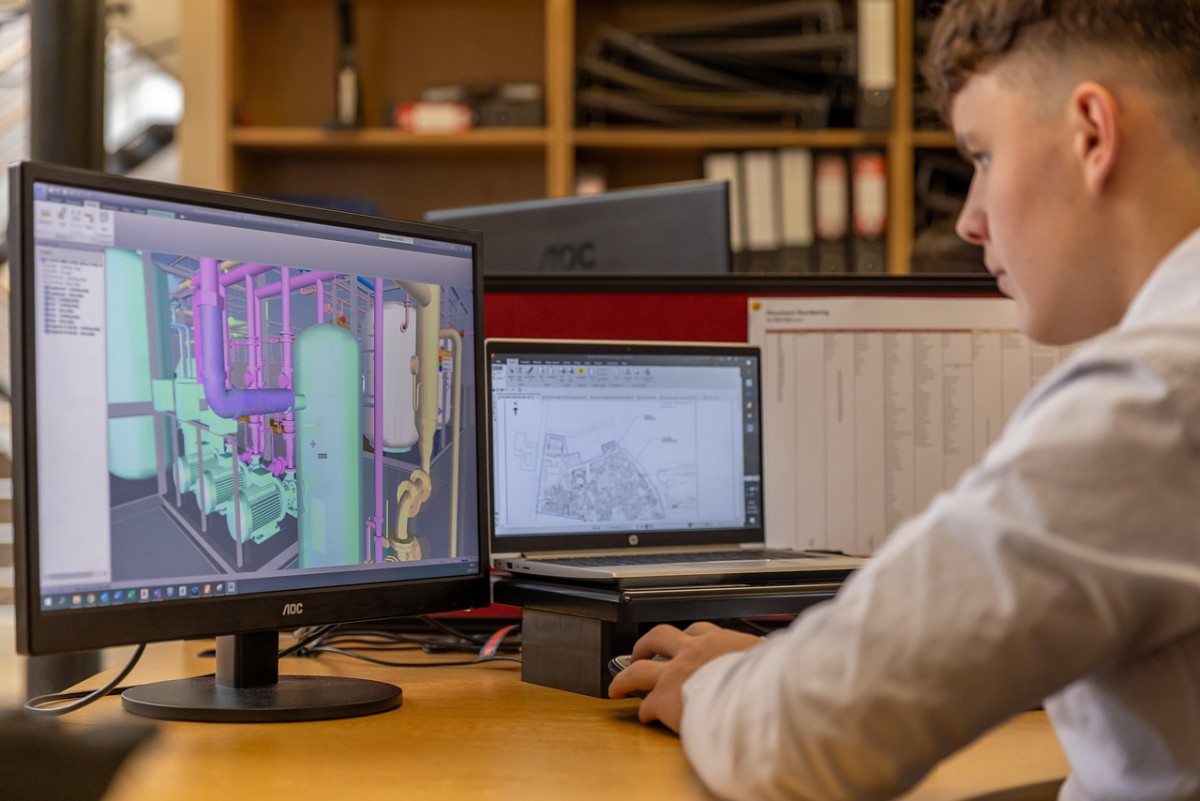
Pilier de l’usine du futur et de l’industrie 4.0, la continuité numérique consiste à disposer de l’ensemble des informations numériques sur un produit tout au long de son cycle de vie. C’est un véritable défi, dans la mesure où cela implique d’intégrer des données hétérogènes, provenant bien souvent de sources diverses. Fichiers Excel, fichiers CAO, plans…tout en gardant en tête que le cycle de vie ne s’arrête pas à la livraison du produit au client. Cette continuité passe aussi par la capacité à décloisonner l’organisation et à capitaliser les expertises pour faciliter l’accès aux informations, à briser les éventuelles barrières entre la conception et la fabrication. Ses enjeux sont nombreux : diminution du time-to-market, gains de productivité, limitation des itérations inutiles (notamment entre les différents briques du système d’information) … Dans le contexte du Groupe Ametra, cela implique notamment de suivre un processus industriel sans passer par la case papier, voire par l’étape prototypage, et donc de passer directement de l’idée du bureau d’études à la production (jusqu’à l’atelier par exemple). Un véritable système de travail collaboratif est mis en place, de manière à concevoir de manière plus agile, plus souple, et d’assurer ainsi la continuité numérique attendue. Par exemple, un dessinateur en bureau d’études va pouvoir venir travailler une pièce en ligne sur son écran, et celle-ci va apparaître directement sur l’écran de l’atelier du prototypiste, en direct et sans intermédiaire. De ce point de vue, la continuité numérique est très pragmatique ! Du travail collaboratif à l’entreprise étendue La continuité numérique est un premier pas vers l’entreprise étendue. Des entreprises peuvent être branchées de façon sécurisée sur le système d’information de leurs clients ou de leurs fournisseurs, ce qui permet d’aller chercher les dossiers, les bons de livraison, etc. Il y a une vraie notion de continuité entre les systèmes d’information des clients et les fournisseurs. Ce travail collaboratif est entièrement numérique. Bien que l’on puisse encore livrer un dossier papier, de plus en plus d’éléments sont électroniques et numérisés, y compris au niveau de la maintenance. Au cœur du processus : la maquette numérique unique La continuité numérique entre la maquette sur laquelle on travaille et celle du client est au cœur de cette approche. Via des lignes, salles sécurisées et un VPN, il devient possible de travailler en toute sécurité et de manière directe sur la maquette numérique du client lors de la conception, y compris dans des environnements fortement sécurisés, comme le secteur de la défense. L’équipe travaille alors sur un même outil commun. La continuité passe par le système d’information et les outils numériques de gestion du produit. Il existe différentes solutions d’outils ou d’architectures réseau permettant de travailler en entreprise étendue. La 1ère solution est de se connecter à l’architecture PLM et CAO du client. Dans ce cas, un tunnel VPN doit être implémenté, avec un firewall côté client, et un firewall côté Ametra. Il faut également mettre en place un serveur et/ou des postes de travail sur un réseau informatique spécifique sans lien avec le réseau standard du groupe, afin d’être identifié comme une extension du client et d’être pleinement intégré sur ses outils. Pour la sécurité, ce réseau est mis en place dans une zone physique avec des protections d’accès (on parle de BE déporté). La 2è solution est que le client soit sur la plateforme 3DEXPERIENCE de Dassault Systèmes, qui intègre un mode collaboratif via des accès à la base du PLM et permet le partage de data avec différentes entreprises. Le serveur client peut alors être hébergé dans son infrastructure ou en mode cloud, en fonction de la solution retenue. Ametra a la particularité d’avoir noué des partenariats forts, de confiance et de long terme permettant de mettre en place la continuité entre nos bureaux d’études et ceux de plusieurs de nos clients. Cela nécessite l’intimité d’un partenariat que beaucoup d’acteurs industriels recherchent, mais que peu réussissent à obtenir. Un autre point pour y parvenir est de travailler dans le cadre d’une intervention au forfait, ce qui implique une vraie culture de l’engagement de résultats dans le projet. C’est un axe différenciant important, pour garantir qualité-coût-délai dans la conception du produit client. Pour en savoir plus sur le Groupe Ametra et ses différents métiers, rendez-vous sur le site officiel.